以下是:表面经过喷砂处理哪里有的产品参数
| 产品参数 |
|---|
| 产品价格 | 80 |
|---|
| 发货期限 | 3 |
|---|
| 供货总量 | 1000 |
|---|
| 运费说明 | 自取自送 |
|---|
| 小起订 | 10 |
|---|
| 质量等级 | A |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 不锈钢,玻璃,亚克力,铝 |
|---|
| 产品品牌 | 元开 |
|---|
| 产品规格 | yk1 |
|---|
| 发货城市 | 上海 |
|---|
| 产品产地 | 上海 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | yk1 |
|---|
| 可售卖地 | 上海 |
|---|
| 产品重量 | 3吨以内 |
|---|
| 产品颜色 | 本色 |
|---|
| 质保时间 | 无 |
|---|
| 外形尺寸 | 5米乘以7米 |
|---|
| 适用领域 | 表面喷砂加工处理 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 否 |
|---|
| 产品功率 | 无 |
|---|
| 工作温度 | 无 |
|---|
以下是:表面经过喷砂处理哪里有的图文视频
表面经过喷砂处理哪里有,表面喷砂处理(元开)机械设备(宿迁市分公司)为您提供表面经过喷砂处理哪里有的资讯,联系人:吴经理,电话:【17717697228】、【17717697228】,发货地:嘉定区嘉行公路2805号。 江苏省,宿迁市 宿迁市,简称宿,古称下相、宿豫、钟吾等,江苏省辖地级市,位于长三角北翼,江苏省北部,地处徐州市、连云港市、淮安市中心地带,是徐州都市圈、江淮生态经济区核心城市。截至2023年6月,宿迁市辖2区3县,总面积8555平方千米。2022年末,宿迁市常住人口为497.53万人。
表面经过喷砂处理哪里有产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:表面经过喷砂处理哪里有的图文介绍
未来,表面喷砂处理(元开)机械设备(宿迁市分公司)将加大科技创新力度,提高产品市场竞争实力,扩大规模,促进企业快速发展,逐渐向着精细化、集约化、国际化发展方向迈进。致力于 开发区喷砂加工厂产品综合服务生产商。创企业,树品牌,振兴民族工业为己任,竭诚欢迎海内外客商前来洽谈业务。


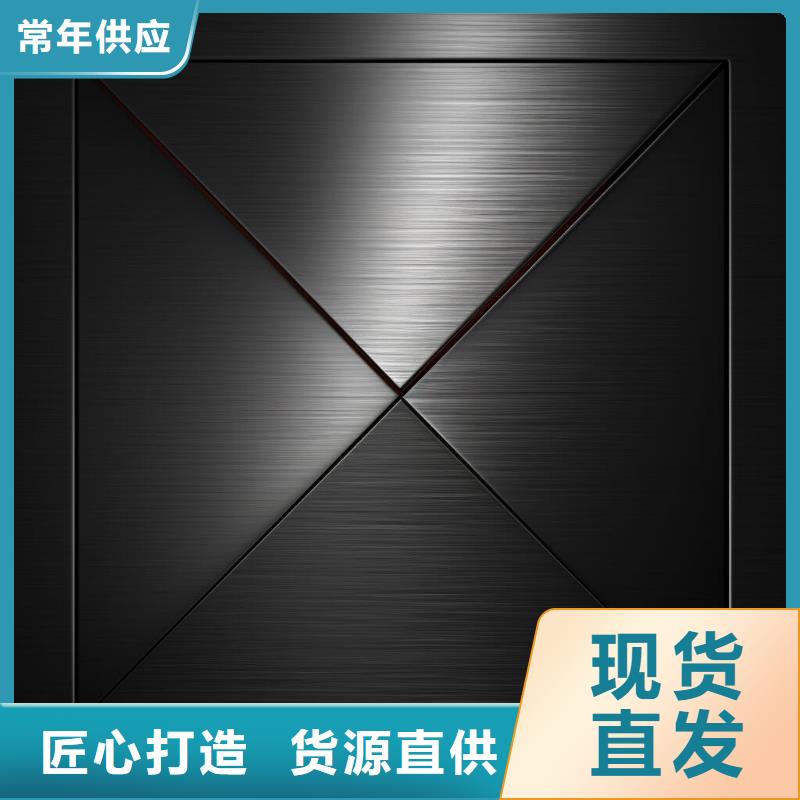
表面质量等级对清理效率的影响
表面质量等级分为钢材表面原始锈蚀程度和喷砂清理质量等级两种。钢材原始锈蚀程度分为A、附近B、附近C、附近D四级,其等级定义在GB8923-88中要有明确定义,B、附近C两极较易清理,A、附近D两极清理效率相对要低一些。喷砂清理质量等级分为Sa1、附近Sa2 、附近Sa2.5、附近Sa3四级,其等级定义在GB8923-88中亦有明确定义,该标准等同于国际标准ISO8501—1:1998的响应部分。清理质量登记越高,则清理效率越低,它们的相对效率见表1-2。
表1-2 清理质量等级的相对效率
清理质量登记
相对效率/%
清理质量等级
相对效率/%
Sa3
100
Sa2
250
Sa2.5
150
Sa1
5



铝、同城镁及其合金的几种表面处理方法(一)
金属表面在各种热处理、同城机械加工、同城运输及保管过程中,不可避免地会被氧化,产生一层厚薄不均的氧化层。同时,也容易受到各种油类污染和吸附一些其他的杂质。油污及某些吸附物,较薄的氧化层可先后用溶剂清洗、同城化学处理和机械处理,或直接用化学处理。
对于严重氧化的金属表面,氧化层较厚,就不能直接用溶剂清洗和化学处理,而 进行机械处理。通常经过处理后的金属表面具有高度活性,更容易再度受到灰尘、同城湿气等的污染。为此,处理后的金属表面应尽可能快地进行胶接。经不同处理后的金属保管期如下:
(1)湿法喷砂处理的铝合金,72h;
(2)铬酸-硫酸处理的铝合金,6h;
(3)阳极化处理的铝合金,30天;
(4)硫酸处理的不锈钢,20天;
(5)喷砂处理的钢,4h;
(6)湿法喷砂处理的黄铜,8h。
一、同城铝及铝合金表面处理方法
[方法1]脱脂处理。用脱脂棉沾湿溶剂进行擦拭,除去油污后,再以清洁的棉布擦拭几次即可。常用溶剂为:三氯乙烯、当地醋酸乙酯、当地丙酮、当地丁酮和汽油等。
[方法2]脱脂后于下述溶液中化学处理:浓硫酸27.3重铬酸钾7.5水65.2在60-65°C浸渍10-30min后取出用水冲洗,晾干或在80°C以下烘干;或者在下述溶液中洗后再晾干:磷酸10正丁醇3水20此方法适用于酚醛-尼龙胶等,效果良好。
[方法3]脱脂后于下述溶液中化学处理:氟化氢铵3-3.5氧化铬20-26磷酸钠2-2.5浓硫酸50-60硼酸0.4-0.6水1000在25-40°C浸渍4.5-6min,即进行水洗、当地干燥。本方法胶接强度较高,处理后4h内胶接,适用于环氧胶和环氧- 胶胶接。
[方法4]脱脂后于下述溶液中化学处理:磷酸7.5氧化铬7.5酒精5.0甲醛(36-38%)80在15-30°C浸渍10-15min,然后在60-80°C下水洗、当地干燥。
[方法5]脱脂后于下述溶液中进行阳极化处理:浓硫酸22g/l在1-1.5A/dm2的直流强度下浸渍10-15min,再在饱和重铬酸钾溶液中,于95-100°C下浸渍5-20min,然后水洗,干燥。
[方法6]脱脂后于下述溶液中化学处理:重铬酸钾66硫酸(96%)666水1000在70°C下浸渍10min,然后水洗,干燥。
[方法7]脱脂后于下述溶液中化学处理:硝酸(d=1.41)3 (42%)1在20°C下浸渍3s,即用冷水冲冼,再在65°C下用热水洗涤,蒸馏水冲洗,干燥。此法适宜于含铜较高的铸造铝合金。
[方法8]喷砂或打磨后,在下述溶液中阳极化:氧化铬100硫酸0.2氯化钠0.2在40°C下于10min内将电压从0V升至10V,保持20min,再在5min内从10V升至50V,保持5min,然后水洗,700C下干燥。注意:游离氧化铬浓度不得超过30-35g/l。
[方法9]脱脂后于下述溶液中化学处理:硅酸钠10非离子去垢剂0.1在65°C下浸渍5min,然后在65°C以下水洗,再用蒸馏水洗涤和干燥。适用于铝箔的胶接。
[方法10]脱脂后在下述溶液中化学处理:氟化钠1浓硝酸15水84在室温下浸渍1min,水洗后再在下述溶液中处理:浓硫酸30 7.5水62.5在室温下浸渍1min,水洗,干燥



喷砂房 钢结构防腐涂装施工工艺流程
近几年,钢结构工业厂房的建设突飞猛进,而钢结构构件防腐喷砂机-自动喷砂机-喷砂房或涂装质量涉及到结构的性、附近耐久性和美观性,施工质量尤为重要,现就钢结构构件防腐涂装喷砂机-抛丸机-喷砂房施工要点作简要介绍:
1. 施工准备
(1)根据设计图纸要求,选用底漆及面漆。
(2)准备除锈机械(喷砂机,抛丸机,喷砂房),涂刷工具。
(3)涂装前钢结构、附近构件已检查验收,并符合设计的除锈要求。喷砂机除锈标准SA2.5
(4)防腐涂装作业应具有防火和通风措施,防止火灾和人员中毒事故。
2. 工艺流程
基面清理→底层涂装→面漆涂装。(尽量选择自动化设备如:抛丸机 喷砂机 喷砂房 自动喷砂机等机械设备;可以有效的提高产品表面的附着力)
3. 抛丸机-喷砂房-喷砂机除锈及涂装施工
3.1 基面清理
(1)钢结构工程在涂装前先检查钢结构制作、附近安装是否验收合格。涂刷前将需涂装部位的铁锈、附近焊缝飞溅物、附近油污、附近尘土等干净(焊缝喷砂机)。
(2)为保证涂装质量,采用自动喷砂机-自动喷砂房-自动抛丸除锈机进行除锈。该除锈方法是利用压缩器的压力,连续不断地用刚丸冲击钢构件的表面,把钢材表面的铁锈、附近油污等杂物清理干净,露出金属钢材本色的一种除锈方法。这种方法是一种效率高,除锈彻底,比较先进的除锈工艺。
3.2 底漆涂装
(1)调和防锈漆,控制油漆的粘度、附近稠度、附近稀度,兑制时充分的搅拌,使油漆色泽、附近粘度一致。
(2)喷 层底漆时涂刷方向应保持一致,接搓整齐。
(3)喷涂漆时底时采用勤移动、附近短矩离的原则,防止喷漆太多而流坠。
(4)待 遍干燥后,再喷第二遍,第二遍喷涂方向与 遍方向垂直,这样会使漆膜厚度均匀一致。
(5)喷涂完毕后在构件上按原编号标注,重大构件还需要标明重量、附近重心位置和定位标号。
3.3 面漆涂装
(1)涂装材料应按设计要求,不得随意改换品种,并应注意底层和面层涂料的性质相容。
(2)面漆涂装需待现场安装结束后才进行,同样在涂装面漆前需对钢结构表面尘土等杂物进行处理。
(3)面漆调制需选择颜色一致的面漆,兑制稀料合适,面漆使用前要充分搅拌,保持色泽均匀,其工作粘度、附近稠度应保证涂装时不流坠,不显刷纹。
(4)面漆在涂装过程中应不断搅和,涂刷方法与方向底漆涂装相同。
4. 涂层检查与验收
(1)涂装后处理检查,应该是涂装颜色一致,色泽鲜明光亮,不起邹皮,不起疙瘩。
(2)表面涂装施工时和施工后,对涂装过的工作进行保护,防止飞扬尘土和其他杂物。
(3)涂装漆膜厚度的测定,用角点式漆膜测厚仪测定漆膜厚度,漆膜测厚仪一般测定3点厚度,取其平均值。
5. 成品保护
(1)钢结构涂装后加以临时围护隔离,禁止踏踩,损伤涂层。
(2)钢结构涂装后,在4小时之内遇有大风或下雨时,需加以覆盖,防止粘染尘土和水气,影响涂层的附着力。
(3)涂装后构件需要运输时,要注意防止磕碰,禁止在地面上拖拉,损坏涂层。
6. 应注意的质量问题
(1)施工图中注明不涂装的部位及安装焊缝处30~50mm宽的范围内,均不应涂刷。高强度螺栓连接的摩擦面范围内不得涂装。
(2)涂层作业气温应在5~38℃之间为宜,当气温低于5℃时,选用相应的低温涂层材料施涂。当温度高于40℃时,停止涂层作业,或经处理后再进行涂层作业。
(3)当空气湿度大于85%或构件表面有结露时,不得进行涂层作业,或经处理后再进行涂层作业。
(4)钢结构制作前,对构件上隐藏部位,结构夹层难以除锈部位提前除锈,提前涂刷。
7. 应注意的问题
(1)参加钢结构制作涂装的工人,应该熟知本工种的技术操作规程,严禁酒后操作,同时施工现场严禁明火和按规定配备消防器材。
(2)各种机具必须按使用说明书进行使用和保养,对有人机固定要求的机具,必须专人开机。非持证人员不得随便操作,各种机具严禁超负荷作业。
(3)钢构件的堆放和拼装,必须卡牢固定,移动翻身时撬杠点要垫稳,滚动或滑动时,前方不可站人。
(4)喷砂机除锈,喷嘴接头牢固,不准对人,喷嘴堵塞时,应停机,压力后,方可进行修理或更换。
(5)喷砂房除锈达到无污染;自动循环回收;单独配备滤芯式除尘系统工人在自动喷砂房里操作可比户外操作效率提高5-10倍,这个也是现在好多厂家选择喷砂房的主要目的



喷砂加工是防腐处理中一道重要的工序,我们天天讲防止腐蚀的重要性,但是什么是腐蚀呢?
所谓腐蚀,是指金属(钢铁、附近铝、附近镁,锌等金属材料)、附近混凝土、附近木材等物体受周围环境介质的化学作或电化学作用而损坏的现象.研究腐蚀的主要对象是金属,其中以钢铁的腐
蚀为重要,因为它是大量应用的材料,而且极易腐蚀.
钢铁、附近铝、附近镁,锌等金属材料,从热力学角度看都有倾向恢复至其原始合合物的状态.因为将矿石(金属的原始化合物)冶炼成金属需要消耗大量的能量,此能量潜存于金属中,它们随时随地可恢复至原始自然的化合态而释放出能量,此过程是化学热力学上的自发过程,即腐蚀现象.所以说矿石类化合物是稳定态的,而金属(钢铁、附近铝、附近镁等)是非稳定态的.但钢铁有强度、附近延伸性、附近导热性、附近导电性等金属特性,还可制成许多合金.人们利用钢铁及其合金、附近铝、附近镁等的特性建设了今天的文明.所以保护钢铁等金属,使存在于非稳定态的金属正常发挥功效,阻缓金属转化为化合态(锈蚀),延长金属制品的使用寿命,是防治腐蚀工作的一项重要任务.防治腐蚀的作用不仅限于节约钢铁等金属材料本身,由金属材料制成的产品制件,其价值远远超过所用金属材料本身,一旦这些产品制件因腐蚀而报废,就会造成巨大的经济损失.为了减少腐蚀造成的损失,人们采取了许多的措施,但至今为止仍以有机涂层为有效、附近经济、附近应用普遍的方法.
为达到有效的涂层效果,所以我需要做好表面处理工作,喷砂加工是一种物理的处理方法,任何的化学处理方法是无法和物理方法相比的
表面经过喷砂处理哪里有,表面喷砂处理(元开)机械设备(宿迁市分公司)为您提供表面经过喷砂处理哪里有产品案例,联系人:吴经理,电话:【17717697228】、【17717697228】,发货地:嘉定区嘉行公路2805号。